In the bustling world of manufacturing, efficiency is paramount. One pivotal component ensuring smooth operations in bread factories is the Spiral Chain Conveyor System. This article delves into the intricacies of this revolutionary system, its functions, applications, and competitive advantages, ultimately highlighting its pivotal role in modern bread production.
What is a spiral chain conveyor?
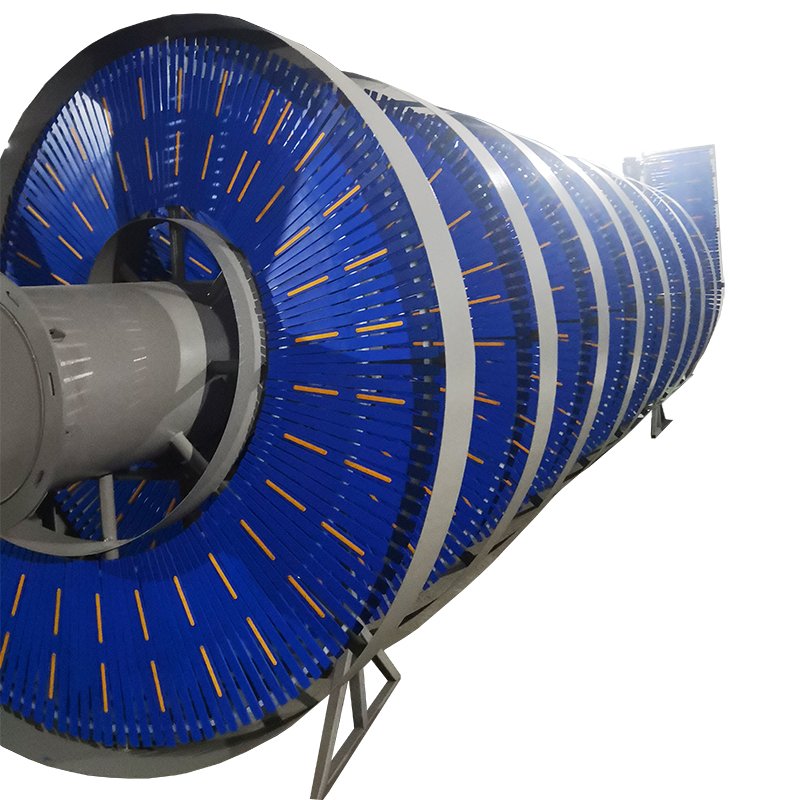
A spiral chain conveyor is a vertical transportation system used in manufacturing facilities, including bread factories, to move products both up and down. It features a compact design that saves floor space and offers versatility in handling various items such as cartons, crates, and packages. Spiral chain conveyors merge and distribute products across different levels of conveyor lines efficiently. These systems are integral for optimizing production processes, enhancing material flow, and streamlining operations in modern manufacturing settings.
- Various product names: spiral chain conveyor; conveyor spiral; spiral conveyor belt; spiral conveyor; vertical spiral conveyor
- Function: We design spiral chain conveyor systems to merge cartons of bread or sweets and then distribute them to various levels of conveyor lines.
- Key parameters:
- A: Total Conveyor Height: Around 50 Meters
- B: Capacity: Around 30Kgs per meter
- C: Conveyor chain width: 609mm


Description
Spiral chain conveyor systems offer unparalleled versatility in the realm of manufacturing logistics. While conventional conveyors primarily facilitate horizontal movement, spiral chain conveyors excel in vertical transportation, making them indispensable for operations where products need to travel both up and down. Moreover, their compact footprint translates to significant floor space savings, enhancing operational efficiency and cost-effectiveness.
Applications
Spiral chain conveyor systems find extensive applications across bread factories, food processing plants, and beverage facilities. Beyond their primary function of conveying goods, they serve as invaluable buffer stations, optimizing production processes and streamlining material flow. By seamlessly integrating into existing production lines, these systems bolster flexibility and adaptability, empowering manufacturers to meet evolving demands with ease.
Specifications
| Item | Parameter |
| Conveyor Chain Width | 609mm |
| Diameter | 2000mm |
| Total Height | 50000mm |
| Conveyor Frame | Carbon Steel |
| Motor | SEW or China Brand |
| Conveyor Speed | 30 Meters/Minute |
| Conveying Items | Cartons, Plastic Crates etc. |
| PLC Control | Schneider |
Advantages
- Diameter: The generous diameter of approximately 2000mm ensures compatibility with diverse product types and sizes.
- Conveyor Capacity: With a robust capacity of 30Kgs per meter, these systems facilitate efficient material handling without compromising throughput.
- Friction Strip: Incorporating UHMW PE friction strips, and spiral chain conveyors minimizes product slippage, ensuring reliable and stable transportation.
- Conveyor Chain: Engineered with friction-enhanced chains, these systems offer superior traction and durability, even in demanding industrial environments.
- Collaborative Capabilities: Compatible with various auxiliary conveyor equipment, spiral chain conveyor systems facilitate seamless integration into comprehensive manufacturing setups, enhancing overall efficiency and productivity.
Conclusion
In conclusion, spiral chain conveyor systems represent a paradigm shift in manufacturing logistics, offering unparalleled efficiency, flexibility, and scalability. From optimizing space utilization to streamlining material flow, these innovative systems empower bread factories to meet the demands of modern production with confidence and ease.

FAQs
- Are spiral chain conveyor systems suitable for industries beyond bread production?
- Absolutely! While bread factories benefit significantly from their implementation, these systems find applications in diverse sectors, including food processing, beverages, and beyond.
- How do spiral chain conveyor systems enhance operational efficiency?
- By enabling both vertical and horizontal material transport, optimizing floor space, and facilitating seamless integration into existing production lines, these systems streamline operations and maximize throughput.
- Can spiral chain conveyor systems accommodate varying product sizes and shapes?
- Yes, their customizable design and adaptable configurations make them suitable for handling a wide range of products, from bread loaves to delicate confectionery items.
- What maintenance requirements do spiral chain conveyor systems entail?
- Regular inspection, lubrication, and cleaning are essential to ensure optimal performance and longevity. Additionally, addressing any wear and tear promptly can prevent costly downtime and ensure uninterrupted production.
- How do spiral chain conveyor systems contribute to sustainability efforts?
- By minimizing material wastage, optimizing energy consumption, and promoting operational efficiency, these systems align with sustainability initiatives, driving positive environmental outcomes.